
注脂阀概念
注脂阀(高压注脂阀):一种实用与大型机械、石油化学工业装备、球阀、平板闸阀、井口装置等设备的加注润滑油脂的装置。
1、阀主体。是一个两端带外螺纹,中部是六角头的组件。上部螺纹为标准公制螺纹或美制螺纹,下部螺纹为带有锥度的NPT螺纹。上端面的中心部位有一个带有锥面的圆孔,为注油孔,下端面的中心部位有一个包覆面的圆孔,为油脂通过进入设备腔体的出口。中部六角头为扳手旋拧部位。阀主体内部中空,为油脂的注入的通道。
2、阀内件。由一个钢珠和一个弹簧组成,工作时,由弹簧顶住钢珠来定位,钢珠在不注油脂时,从里面起到第一道密封的作用,是设备里面的油脂或气体不泄露出来。
3、阀盖。是一个六角、带内螺纹的盖体。盖体内上部正中有一个带锥度的圆锥柱,靠这个圆锥柱配合阀主体上端面的中心部位有一个带有锥面的圆孔(注油孔),起到第二道密封作用。盖体上部还有2个小圆孔,正好跟盖体内的圆锥柱对称,这2个孔能够更好的起到在平时维护时,拧松阀盖泄泄气。
2、内部结构:316球、蒙乃尔球、钨钢球以及其他硬质合金球;316不锈钢弹簧
阀门密封润滑脂具有不固化、不分散、不溶解、良好的耐压性。对阀门定期注脂是降低阀门密封面磨损,提高阀门的常规使用的寿命的关键措施。方法步骤第一、阀门注脂时,常常忽视注脂量的问题。注脂枪加油后,操作人...
第一、阀门注脂时,常常忽视脂量得问题。注脂枪加油后,操作人员选择阀门和注脂联结方式后,进行注脂作业。存在着二种情况:一方面注脂量少注脂不足,密封面因缺少润滑剂而加快磨损。另一方面注脂过量,造成浪费。在...
在阀门的阀杆转动部位,可以加装注脂阀。当阀杆的旋转润滑不正常时,通过该注脂阀注入润滑油或者油脂,起到阀杆旋转润滑作用。
阀门注脂操作 1、穿戴好劳保服,戴好安全帽和护目镜,准备好注脂工具, 防爆扳手等设备专业配备的其它工具。 2、注脂前先确认阀门在全关或全开状态,用手拧开注脂嘴保 护帽,如果用手不能拧动,必须先用两个防爆扳手(其中 一个固定住注脂嘴)拧松保护帽后再用手拧开,拧下的保 护帽不能随便放到地上,以免注完脂之后丢失或忘记拧上 保护帽。注意:在拧保护帽时人不要正对着注脂嘴,以免 发生危险。 3、拧开保护帽后,清理注脂嘴上的污物,将装满脂的注脂枪 头挂在注脂嘴上,开始注脂,在注入时注意仔细观察注入压力 的变化,注入压力不能超过管线PSI,GROVE球 阀注脂时注入压力不能超过管线PSI。且总压力 不能超过 6000psi ,向阀杆注脂时注脂压力不能超过 3000psi。(具体的注脂量请参看球阀维护保养注脂表) 。 4、注完脂后将注脂嘴清洗整理干净,涂上少量的防锈漆,将保护 帽用手
阐述了偏心旋转阀的作用原理及结构特点,给出了概念阀的简单定义,提出了偏心旋转式概念阀的设计构想、理念和研究发展方向。
在焊接前投产前以及投产后的阀门专业养护工作,为阀门服务于生产运行中起着至关重要的作用,正确和有序有效的维护保养会保护阀门,使阀门正常发挥功能并且延长阀门常规使用的寿命。阀门养护工作看似简单,其实不然。工作中常有被忽视的方面。
第一、阀门注脂时,常常忽视注脂量的问题。注脂枪加油后,操作人员选择阀门和注脂联结方式后,进行注脂作业。存在着二种情况:一方面注脂量少注脂不足,密封面因缺少润滑剂而加快磨损。另一方面注脂过量,造成浪费。在于没有根据阀门类型类别,对不同的阀门密封容量进行精确的计算。可以以阀门尺寸和类别算出密封容量,再合理的注入适量的润滑脂。
第二、阀门注脂时,常忽略压力问题。在注脂操作时,注脂压力有规律地呈峰谷变化。压力过低,密封漏或失效,压力过高,注脂口堵塞、密封内脂类硬化或密封圈与阀球、阀板抱死。通常注脂压力过低时,注入的润滑脂多流入阀腔底部,一般发生在小型闸阀。而注脂压力过高,一方面检查注脂嘴,如是脂孔阻塞判明情况做更换;另一方面是脂类硬化,要使用清洗液,反复软化失效的密封脂,并注入新的润滑脂置换。此外,密封型号和密封材质,也影响注脂压力,不同的密封形式有不同的注脂压力,一般情况硬密封注脂压力要高于软密封。
第三、阀门注脂时,注意阀门在开关位的问题。球阀维护保养时一般都处于开位状态,特殊情况下选择关闭保养。其他阀门也不能一概以开位论处。闸阀在养护时则必须处于关闭状态,确保润滑脂沿密封圈充满密封槽沟,如果开位,密封脂则直接掉入流道或阀腔,造成浪费。
第四、阀门注脂时,常忽略注脂效果问题。注脂操作中压力、注脂量、开关位都正常。但为确保阀门注脂效果,有时需开启或关闭阀门,对润滑效果进行检查,确认阀门阀球或闸板表面润滑均匀。
第五、注脂时,要注意阀体排污和丝堵泄压问题。阀门打压试验后,密封腔阀腔内气体和水分因环境温度升高而升压,注脂时要先进行排污泄压,以利于注脂工作的顺利进行。注脂后密封腔内的空气和水分被充分置换出来。及时泄掉阀腔压力,也保障了阀门使用安全。注脂结束后,一定要拧紧排污和泄压丝堵,以防意外发生。
第六、注脂时,要注意出脂均匀的问题。正常注脂时,距离注脂口最近的出脂孔先出脂,然后到低点,最后是高点,逐次出脂。如果不按规律或不出脂,证明存在堵塞,及时进行清通处理。
第七、注脂时也要观察阀门通径与密封圈座平齐问题。例如球阀,如果存在开位过盈,可向里调整开位限位器,确认通径平直后锁定。调整限位不可只追求开或关一方位置,要整体考虑。如果开位平齐,关不到位,会造成阀门关不严。同理,调整关到位,也要考虑开位相应的调整。确保阀门的直角行程。
第八、注脂后,一定封好注脂口。避免杂质进入,或注脂口处脂类氧化,封盖要涂抹防锈脂,避免生锈。以便下一次操作时应用。
第九、注脂时,也要考虑在今后油品顺序输送中具体问题具体对待。鉴于柴油与汽油不同的品质,应考虑汽油的冲刷和分解能力。在以后阀门操作,遇到汽油段作业时,及时补充润滑脂,防止磨损情况发生。
第十、注脂时,不要忽略阀杆部位的注脂。阀轴部位有滑动轴套或填料,也需要保持润滑状态,以减小操作时的摩擦阻力,如不能确保润滑,则电动操作时扭矩加大磨损部件,手动操作时开关费力。
第十一、有些球阀阀体上标有箭头,如果没有附带英文FIOW字迹,则为密封座作用方向,不作为介质流向参考,阀门自泄方向相反。通常情况下,双座密封的球阀具有双向流向。
第十二、阀门维护时,也要注意电动头及其传动机构中进水问题。尤其在雨季渗入的雨水。一是使传动机构或传动轴套生锈,二是冬季冻结。造成电动阀操作时扭矩过大,损坏传动部件会使电机空载或超扭矩保护跳开无法实现电动操作。传动部件损坏,手动操作也无法进行。在超扭矩保护动作后,手动操作也同样无法开关,如强行操作,将损坏内部合金部件。
综上所述,阀门维护保养真正地以科学的态度对待,才能使阀门维护工作达到应有的效果和应用的目的。
摘 要:通过对典型球阀阀座密封系统结构的研究,分析了注脂嘴的结构和失效原因,得出球阀注脂嘴失效泄漏时不能直接带压更换的结论;探讨了注脂嘴发生泄漏时的两种处理方法,并介绍了一种新型在线带压更换注脂嘴的方法。
注脂维护保养对于减少球阀故障、延长球阀寿命、使球阀方便操作等方面具有重要意义。注脂设备通过注脂嘴向阀球密封系统注入润滑脂(清洗液),实现对球阀的维护和保养。由于注脂嘴下端处于阀球内流体压力环境中,给注脂嘴出现泄漏时的处置和更换造成了一定困难。
典型球阀的阀座密封系统如图1所示,嵌在阀座上的密封环和阀球之间形成密封副,注脂设备通过注脂接头、内置止回阀及阀座内部注脂通道将润滑脂(清洗液)注入至阀座密封环位置,从而实现对密封副的润滑和密封。注脂嘴的下端通过螺纹与阀体直接相连,上端暴露于大气中,注脂嘴上、下端面之间承受的压力即为管线流体的压力。如果注脂嘴结构失效,就会引起流体介质泄漏。

多数球阀在外部注脂嘴之后都设计有内置止回阀,内置止回阀被直接旋进阀体,与注脂接头互不影响,目的是为了实现在线条件下可以拆卸更换外部注脂嘴。但是由于内置止回阀尺寸较小、结构简单,因此在实际工作中这种内部止回阀并不完全可靠。
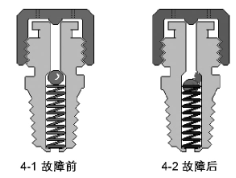
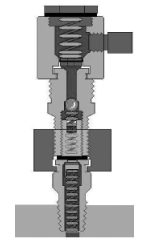
注脂嘴一般由盖帽、钢珠、弹簧和带连接螺纹的本体几部分组成,典型结构,如下页图2所示。从结构可见,注脂接头一般采用底部压边结构将弹簧、钢珠限制在注脂接头本体内。

如下页图3所示,压边失效和弹簧疲劳失效是导致注脂接头失效的重要原因。如下页图4-1所示是故障前注脂嘴结构;如图4-2所示,则是注脂接头内的止回球由于被污物(沙粒、金属碎屑、固化脂等)卡住或弹簧失效而无法回复到原位,从而失去止回功能导致泄漏发生。此外还有止回球钢珠破损等原因造成注脂嘴产生泄漏。

阀座注脂接头直接和管输系统相连接。阀腔内压力排空并不意味着带压拆卸注脂嘴是安全的。因为即使是新安装的止回阀也不是安全、不可靠的。如果此时从阀体上拆卸外部注脂接头,管线压力就可能通过注脂通道经失效的内部止回阀将外部注脂接头打飞,从而带来严重后果。如果注脂接头内置止回阀失效,势必导致大量泄漏的发生。如在阀室或建筑物内,有可能引发紧急关断、火灾甚至爆炸。
在高压天然气管输系统中,大多数内置止回阀无法有效防止阀门小泄漏的发生。可以向阀门密封系统重新注入少量的清洗液(或流动性好的润滑脂),浸泡一段时间后就可以有效防止这类泄漏的发生。阀门注脂嘴注入清洗液后,小球和弹簧四周固化的污物在清洗液的浸泡下,将会很快瓦解或者变软,使止回球和弹簧得到复位,可以有效防止泄漏。如注脂嘴泄漏量大,则会导致注脂操作不易实施。因此在注入清洗液前,需要安装泄漏自锁适配器(如图5)。

安装过程中,将金属密封泄漏锁紧接头的顶部卡到注脂接头上,然后顺时针拧金属密封泄漏锁紧接头,就可将金属密封泄漏锁紧接头安装到原注脂嘴上。通过垫圈或金属密封圈可以获得有效的密封性能。金属密封泄漏锁紧接头安装完毕后,可以先向阀门注入少量的清洗液,如VAL-TEX2000型清洗液,当清洗液接触到止回阀界面时,泄漏就可以被有效阻止。在止回阀准确落入阀座前,要进行多次清洗液(或流动性较好的润滑脂)注脂尝试。停止气体泄漏后,维检修操作者仍可向阀门注入润滑脂(或者清洗液)。
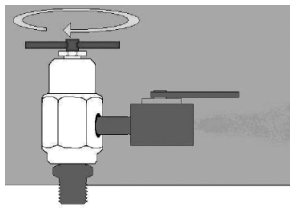
如果在特殊情况下必须尝试在线拆卸更换外部注脂嘴,那么可以使用一种SO-BV工具(如下页图6)。SO-BV工具底部通过螺纹连接在注脂嘴上,通过顺时针旋转顶部T形手柄使得顶杆向下运行从而推开注脂嘴的内部止回阀,如果阀体上的内部止回阀已经失效,那么管线内的高压流体介质将通过SO-BV工具的外部开口流出,就可以明确判断阀体上的内部止回阀已经失效,无法在线拆卸更换外部注脂嘴。如果SO-BV工具的外部开口没有高压介质流出,就可以尝试在线拆卸更换外部注脂嘴。
将SO-BV工具连接到注脂嘴上之前,首先逆时针旋转SO-BV工具上的T型手柄使顶杆上行至最大位置,然后拆除密封注脂接头上的金属盖帽,将SO-BV工具连接在注脂接头的螺纹上并旋紧。然后顺时针旋转SO-BV工具上的T型手柄,顶杆下行,使得注脂接头内的球形止回阀“离座”,可以使得阀体内的物质通过泄放孔和后端的阀门被释放出(如下页图7)。
反方向旋转SO-BV工具上的T型手柄,抽出顶杆,使得注脂接头的内置止回球在弹簧的弹力下重新“回座”(如图8)。

通过采用TDW公司的T101b钻孔机及其附件,对失效注脂嘴进行在线b钻孔机可实现密闭状态下被夹持工件的螺旋式上升和下降(便于螺栓的拧紧和松开),亦可以实现内部夹持工件的垂直上升和下降(便于注脂嘴螺栓拧紧到位后夹持器与工件脱开),T-101b带压更换工具(如图9-1,9-2)。
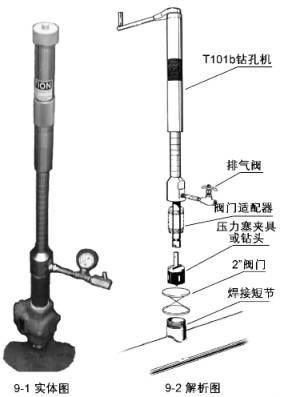
通过在失效的球阀注脂嘴四周表面固定T101b带压更换成套工具,实现注脂嘴的带压拆卸和更换工作。为保证施工过程中的密封效果,需提前加工护板短节和抱箍,并准备高压O型密封圈,还需加工护板短节和抱箍结构(如下页图10、11)。护板短接及底部的O型圈、球阀表面和2英寸阀门在抱箍的作用下,使注脂嘴四周形成一个密封腔。带压更换成套工具装配后如图12所示。
取注脂嘴操作时,首先将夹持器底部的内六角扳手头与注脂嘴外六方螺杆固定好,打开2英寸阀门,将钻孔机与夹持器(套筒头及驱柄)连接,逆时针转动钻孔机的棘齿摇把,转动大约12转,可以将注脂嘴移出。注脂嘴移出后继续转动,提升给进管,直到注脂嘴到达2英寸阀门表面。钻杆每转8转的行程约为1英寸,提升距离可以在钻杆上读取。当注脂嘴提升到达2英寸阀门表面时,立即关闭2英寸阀门,对钻孔机进行泄压,拆卸下短接和适配器,将注脂嘴取下。
安装新注脂嘴时,首先在夹持器套筒扳手头内安装新注脂嘴,并将套筒头上的沉头螺栓锁死,使注脂嘴在旋紧过程中不会从套筒内脱出。其余安装过程与取注脂嘴程序相反。为保证操作的气密性,进行上述任何一步操作过程时,都必须进行验漏,保证系统的气密性。
通过对典型球阀阀座密封系统的结构进行研究,对注脂嘴的结构和失效原因进行分析,可得出以下结论:
1)球阀注脂嘴在发生失效泄漏时不能直接带压在线)注脂嘴发生泄漏时,注入清洗液浸泡是前期较好的处置方法,如果泄漏量大,导致注脂操作不易实施,需要安装泄漏自锁适配器后实施注脂;
3)如果确认阀体上的内部止回阀没有失效,可以尝试采用SO-BV工具对注脂嘴内压力进行泄放,确认无泄漏后对注脂嘴来更换,但该方法经实践检验不是一种理想的方法;
4)采用T101b钻孔机及成套工具在线更换注脂嘴时,操作过程中的安全性和可靠性需要通过实践提高。